アーク溶接は誰でも習得できる技術です。
ただし、最低でも3年以上継続して溶接作業に従事した場合です。
長期に溶接技術を追求し続けるためには、その中身のことをよく知っていないといけません。
一緒に学んでいきましょう。
1.アーク溶接とは
アークは電気の放電現象で、数千℃から2万℃もの高温になります。このエネルギーを利用して金属同士をつなぎ合わせたりすることを、アーク溶接と呼んでいます。
主なアーク溶接は、「被覆アーク溶接」、「半自動溶接」、「ティグ溶接」の3種類あり、これらの溶接を取り扱う業務では、特別教育講習の受講が必要です。
日常会話の中では棒溶接や被覆アーク溶接のことを「アーク溶接」と呼んでいますが、当ブログでは専門的用語との齟齬が生じないように「被覆アーク溶接」と表記し、被覆アーク溶接、半自動溶接、ティグ溶接の総称を「アーク溶接」としています。
では、この三種類の溶接技術を習得するにあたり、どのような構造的特徴があるのか調べていきましょう。
①被覆アーク溶接と半自動溶接の違い
被覆アーク溶接は、ホルダーに溶接棒をはさんで片手で溶接します。
溶接棒が短くなると一旦アークを切り、再度溶接棒をセットしてから始めます。
多少の水分、油分、塗料、亜鉛メッキなどはお構い無しに溶接できるのが特徴で、どんな状況でも性能を発揮できるオールマイティな存在です。
歴史上ではヨーロッパの産業革命後に発明され、日本では明治維新後に軍事産業の発展として登場します。
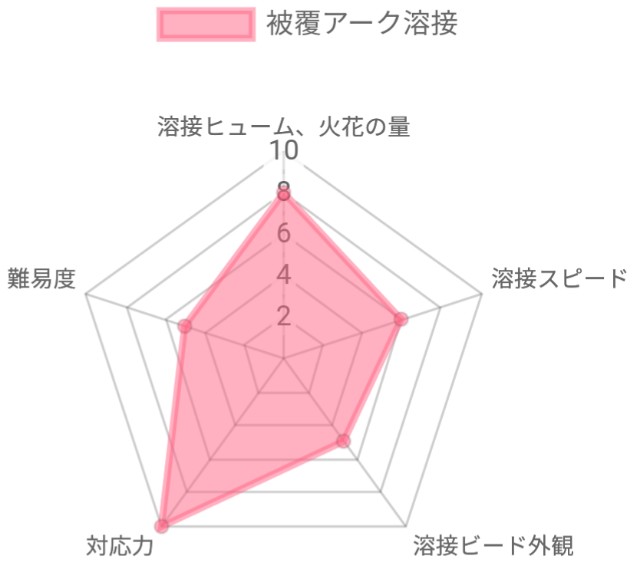
対応力…環境や鋼材の種類に左右されずに溶接可能なこと
一方、半自動溶接はトリガーを引くとワイヤ(溶接棒を細くしたもの)が出てくる簡単な仕組みで、トーチを片手で操作しながら溶接していきます。
被覆アーク溶接と異なる点は、ワイヤの供給と炭酸ガスの使用です。溶接中はトーチの先端から常に炭酸ガスが放出され、風などでわずかでもガスが弱くなると溶接に欠陥が生じるデリケートな溶接。
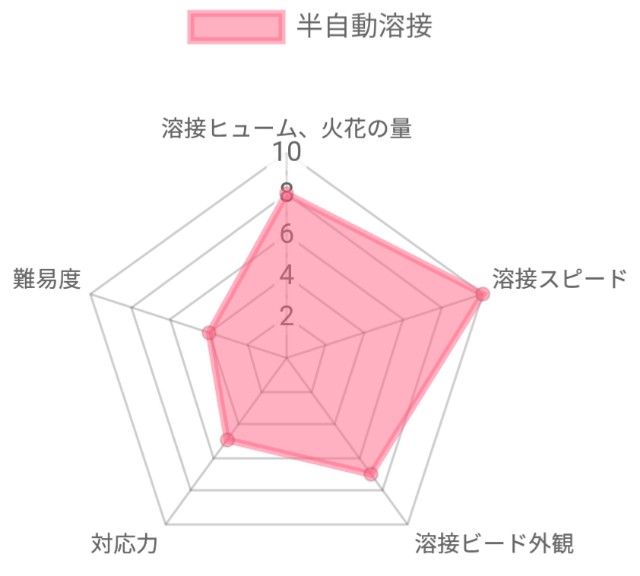
トリガーを引くだけでワイヤが出てくるので、初心者でも簡単に操作できます。
最近ようやく、アルミ専用の半自動溶接機にお目にかかりました。
②半自動溶接とティグ溶接の違い
大きく分けて二つあります。
一つめは電極が直接溶けないということ。
半自動溶接ではワイヤが電極と溶接棒の二役を果たしていますが、ティグ溶接ではタングステンが電極の役割を果たし、溶接棒を加えるという構造になっています。半自動溶接では炭酸ガスでしたが、ティグ溶接ではアルゴンガスを使用します。
もう一つは両手を使う事。
トーチと溶接棒をそれぞれの手に持って溶接します。半自動溶接では手持ち面で溶接出来ましたが、ティグでは両手が塞がるため、かぶり面を使用します。
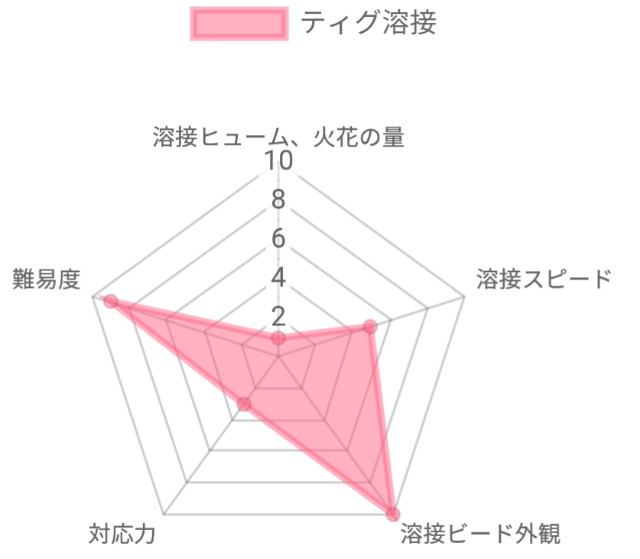
直流⇔交流の切り替えにより、アルミの溶接も可能。
2.溶接ビードを比較
説明はこのくらいにして、今度はステンレスの溶接ビードを見比べてみましょう。
まずは【被覆アーク溶接】

溶接後はスラグと呼ばれるものが表面を覆っています。画像はスラグを除去した後です。溶接棒の選択でビードの光沢がかなり変わってきます。ポツポツと黒い点が見えるのは「スパッタ」と呼ばれるもので、この後グラインダーで処理します。
多少の水分はものともせず、屋外の悪天候の中でも頼れる存在です。
【半自動溶接】

こちらもスラグを除去した後。 半自動溶接でもスパッタの処理に悩まされることが多いのですが、「後退法」と呼ばれる方法で溶接すると、画像のように比較的スパッタが少量で済みます。
半自動溶接もワイヤによってビードの光沢がかなり変わります。最近では安価なワイヤや外国産のワイヤが主流となっていて、スラグが非常に取りにくいです。
操作が簡単で、途切れることのないワイヤの供給が最大のメリットなので、大量生産や厚板の多層盛りなどに能力を発揮します。
【ティグ溶接】

三種類の溶接の中では難易度は一番高いですが、綺麗で滑らかなビードが特徴です。スラグといったものは無く、溶接後の処理が僅で済みます。
タングステン電極からは常に安定したアークが出るため、ステンレスやパイプ、薄板等の高品質な仕上がりが必要とされる製品に適した溶接方法です。
3.どの溶接を極めるべきか?
約20年前、私が溶接の世界に飛び込んだ時は「棒を制する者は溶接を制する」と言われていました。現場では被覆アーク溶接が広く普及し、溶接頻度が多く人気でした。半自動溶接はそこそこの人数。ティグ溶接に至ってはごく僅かでした。
もしも今、「どの溶接を極めればいいですか?」と疑問に思う人がいたら、迷わずに「三種類全部!」と言います。
当初、被覆アークだけだった私が、半自動とティグを覚えることにより、溶接技術が飛躍的に底上げされ、溶接に対するさらなる理解と自分の未熟さを痛感しました。
4.トーチの持ちかた
溶接に関する健康リスクとしてあまり知られていませんが、経験上、無理して負担のかかる持ち方をしたまま長い期間溶接をすると、腱鞘炎の危険が出てきます。本当につらいです。
この先の溶接人生を見越し、リラックスして溶接できるよう、適度な力加減を理解していただく事を重点にまとめました。
【半自動溶接】
【ティグ溶接】
溶接機械のセッティングやアースの取り方、実際にアークを飛ばす方法は、上記の記事を読み進めていけば、目に留まるようになっています。
5.最後に注意点
溶接歴20年の経験をもとに書き進めていますが、かなり実体験寄りの記事となっています。そういったバイアスがかかった記事であることをご了承ください。
6.関連記事
人間の持つ五感には、視覚、聴覚、味覚、嗅覚、触覚がありますが、溶接時は溶融池の認識(視覚)や手の感覚(触覚)よりも、聴覚を鍛える方が効果的です。
なかなか結果を出せないと壁を意識し始めると、何をやっても自分は駄目なんだとネガティブ思考に陥ることがあります。自分の行動をコントロールすることは難しいです。ポジティブにマインドセット出来るよう、半分は自分へ向けて書いています。
溶接の世界に飛び込んでから気が付いたことの一つに、「職人」とは自ら名乗るものではなく、周りから呼ばれることで初めて一人前なんだ、と気が付きました。精神年齢の低い職場では若い人ほど辞めていくというのもわかります。