溶接の入り口は棒溶接でした。
半自動溶接を初めて使ったときは、ワイヤが勝手に出てくるから、これなら超簡単!と、後からポッキリ折れることも知らずに鼻が天井まで伸びきっていました(奥が深い)。
半自動溶接はその名の通りで、ワイヤの送りは自動、トーチ移動は手動。半分自動で半分手動ですよ、ということなんですね。
電流電圧の調整さえしてしまえば誰でも簡単に溶接することが出来るんです。
ただ初めて溶接する人には、ワイヤが常に出っぱなしの状態になるので、一枚の板に適当にアークを飛ばしても、ビードが盛り上がり過ぎて溶け込みの感覚がイマイチ掴みにくい難しさがあります。
そこで今回は、初めて半自動溶接する人に向けて、一番最初に練習するにはうってつけの「角継ぎ手(カドツギテ)溶接」の練習方法を紹介します。
この「角継ぎ手」は、溶接の継ぎ目と溶融池の状態が見やすいので、溶接中の暗さでも簡単に溶け込みの感覚を掴みやすいのが特徴。初心者にはベストな練習方法ですよ。
なお、右利き前提で話を進めていますので、お気を付けください。
また、画像を多く使っているので読み込みに若干時間がかかる場合もあるので、通信環境の良好な場所での閲覧をおすすめします。
私のスマホだけかも?
スクラップ材を角継ぎ手で仮付け
【角継ぎ手とは】
- 二つの材料が直角に合わさり、L字形につなぎ合わせた溶接継手のこと
まずはアングルの廃材を仮付け。

印部分が角継ぎ手になってるので、
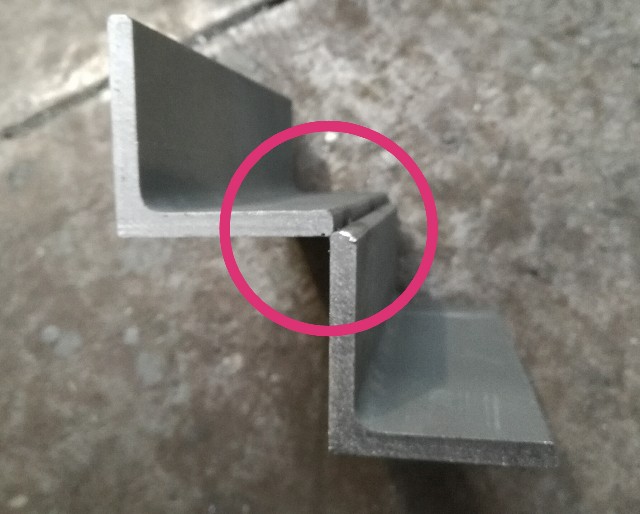
下向き姿勢で溶接の練習に入ります。

角継ぎ手の溶接
【溶接条件】
電流100A
電圧20V
クレータ電流無し
遮光度 #10
右利きなので、右から左へ溶接
一番右側はすぐに溶け落ちてしまうので、トリガーを3~5回引いてアークを切りながらビードを盛ります。

そのまま左に向かって溶接を、、、
と、その前に
体のポジションを確認!
一回の溶接距離を赤いマーカー(⇩)までの約15㎝として、自分のヘソの前から5㎝右側に赤いマーカーが来るように鋼材をセットします。
ココ大事!

自分のヘソより左側の溶接は体勢がつらくなり、初心者の人には難易度がグッと上がるので、慣れるまでは「自分のヘソの前から5㎝右側が溶接終了」になるように、体のポジションを毎回セット! 忘れずに。
こんな感じで溶接。

ノズルは少しだけ上下に振ってます。
溶接中のポイントはたった一つ
細かい話は抜きにして、溶接中に見てほしい場所はたった一つだけ。
ノズルの角度?距離?
ノズルの振り幅?
ノンノン
白いところ⇩

溶接中、少しだけ上下に振りながら進むのですが、角が溶けると白くフワッと広がるのが見えるので、良く良く見ながら進みます。
遮光ガラス越しで白くフワッと見えます。
大事なところなので繰り返し。
白くフワッ
白フワッ
溶接中に白フワが続くということは、ノズルの距離、角度、スピードが良い状態ということ。
ノズルの角度は何度?先端はどのくらい離してどのくらい傾ければいい?という問題ではなく、白フワを注意深く追いかけて進めば、溶接ビードは形成されていきます。
溶接に慣れないうちは、真っ暗で進行方向が良くわからなくなりますが、この角継ぎ手溶接は進行方向がハッキリわかるので迷走しません。さらに、暗い中で真っ直ぐに進むことを体で覚えることが出来ます。
そして、なんと言っても角がすぐ溶けて綺麗なビードになる事。なので、電流調整と進むスピードが合っていれば、誰でも簡単に綺麗に溶接が出来て自信にもつながります。
電圧を変えると…
電流電圧調整のおさらい。
- 電流…ワイヤの出てくるスピード
- 電圧…溶かすエネルギー
それでは電圧を変えて溶接ビードを見比べてみましょう。
始めに設定した電流は100Aで電圧は20V

電流100Aに対して電圧22V(高い)

電流100Aに対して電圧18V(低い)

画像ではわかりにくいですが、かなりモッコリしてます。
電流100Aに対して電圧16V(低すぎぽよ)

イモムシやん…
さてさて、ここまでは初歩の初歩。
慣れてきたら同じ角継ぎ手で、クレータ無しに設定し、縦向きや横向きなど、溶接姿勢を変えて練習するとグングン上達します。

裏地式 綿厚手ワーク空調服/作業着 【ファンカラー:ブラック カラー:ダークブルー L】 大容量バッテリーセット 耐火性
関連記事
今回紹介した右から左に進む溶接は、溶接線(鋼材の継ぎ目)が見やすいのが特徴で前進法といいます。反対に左から右に進む溶接は後退法と呼び、どちらにもメリットデメリットがあります。溶接者はそれぞれの特徴を駆使して、日々技術の向上に励んでいます。
溶接欠陥については種類も多いので、少しづつ覚えていけばいいかと思います。
もし溶接ビードに無数の小さな穴が出来た場合は、溶接中にノズルを寝かせ過ぎてガスが届かなかったために出来る欠陥です。次からはノズルの角度に注意してチャレンジしましょう!
溶接面の遮光ガラスは種類が豊富。明るすぎると長時間の溶接では目が痛くなり、暗すぎると溶接線が見えなくなります。見え方は同じようで人それぞれ。自分流の視認性を確保することは、技術を生かすことにつながります。