今回は久しぶりの厚板溶接!ブログでアップするのは初めてかもしれません。
毎回毎回、厚板溶接をするたびに自分がどれだけレベルアップしてるのか、ワクワクドキドキテンション急上昇中です。
普段とは違う高電流でワイヤをモリモリ溶かす。普段より速いワイヤの送りで、リールがキィキィとテンポよく回る。
鼻歌でフルメタルパニック*1のOP、「南風」で気分もノリノリ。
昨日換えたはずのワイヤ20㎏が、もう空になると、仕事してる~~~感が半端ないのです!
🎵走る南風に乗って
蒼く染まる風を切って
心ごと駆け出していくんだ🎵
作詞作曲 浅田信一
歌 下川みくに
ってヘビロテしてるところですが、この記事では半自動溶接での二層盛りのポイントを、自分なりに分かりやすく的を絞ってまとめてみました。
二層盛りをやったことがない人、やったことがあるけどあまり上手く出来なかったという人には参考になると思うので、是非とも最後までご覧ください。
では早速いってみましょう!
二層盛りとはなんぞや?
まずはいつも通りざっくりとした説明から入ります。
溶接の世界では薄板、中板、厚板の三種類があって、おそらく呼び方は職場によって様々です。僕の職場では3㎜前後を薄板、6~9㎜を中板、12㎜以上を厚板と呼んでます。
そして今回説明するのは厚板。
実際に溶接する板の厚さは15㎜のH鋼となります。
板厚が15㎜なので、脚長は最低でも10.5㎜必要となります(15㎜の70%は10.5㎜)。 特記、図面に指示があればそれに従います。
脚長?のど厚って何?という人にはこちらで確認お願いします。
二層盛りの注意点
- 脚長、のど厚の確保
- アンダーカットは出さない
これらのことに注意して溶接を進めるわけなんですが、ではアンダーカット、脚長、のど厚をどのように見ていくかというと、溶接ゲージを使って数値化します。使い方については下の記事で紹介しているので、より詳しく知りたい方はこちらをご覧ください。
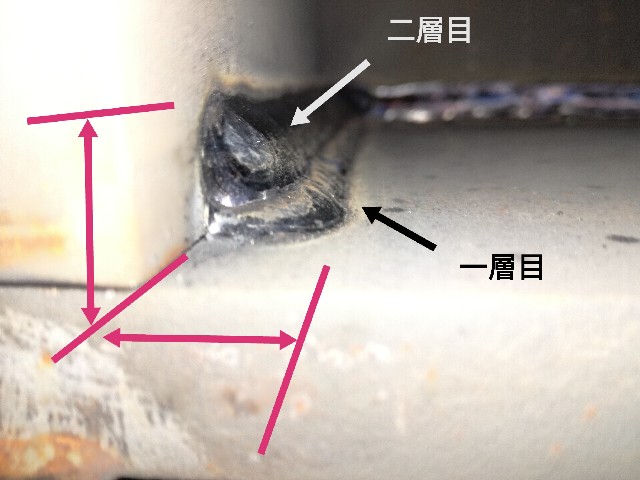
下の画像、ピンクの矢印が脚長になります。一層だけでは縦の脚長が確保できません。

二層目を盛ることによって充分な脚長が確保されます。
以上のことを踏まえて、いよいよ実践です。
二層盛り実践
仮付け状態。

300×300のH鋼にH鋼が立っている状態。板厚は15㎜。
まずは初層180Aで溶接。

続いて二層目も180Aで溶接。

ちょい垂れてる…
二層目が少し垂れてしまったので、次は少し電流を調整。
連続で溶接する場合は、初層の溶接で鋼材に熱が広がってるので、少し電流を下げて溶接した方がいいですね。
今度は初層180A、二層目160Aで溶接してみます。

二層目、こんな感じ。
下のラインが綺麗に揃わないな。
溶接ゲージで測定してみると、

のど厚7㎜。

縦の脚長は10.8㎜でOK!
一層でやっつけようとするとこうなる
ちなみに二層盛りのところを、『電流アゲで一層で行けるっしょ!』でやっつけようとするとこうなります。

↑一見すると脚長が足りてるように見えますが、
↓ビード上部がえぐれてしまい、アンダカットになってますね。欠陥です。

一発で脚長を確保しようとするとどうしても電流が高めに設定せざるをえません。すると当然ながら、ビードが垂れ下がってくるので上側の溶け込みがえぐれてしまい、アンダカットになってしまいます。重力には逆らえません。ぴえん。
もしかしたら重力の影響を受けない宇宙空間なら一層でいけるかもしれません(笑)
初層のポイント
- 横の幅(脚長)を意識する
ノズルの角度は立てて、幅をしっかり出した良質な溶け込みを意識します。
横の脚長がいまいちわからないなという人は、下の画像のような幅の脚長ラインを書いてみてください。


石筆のラインは溶接中でもうっすらと見えますので、そのラインを目で追いながら若干のウィービングで溶接すれば必要な横の脚長は確保され、さらには、ここのラインが揃うことにより、綺麗なビードに仕上げることが出来ます。
二層目のポイント
- ノズルの角度は横向きに近い
初層のノズル角度と違って二層目は、ほぼ横向きのノズル角度になります。

電流が強いと当然ビードが垂れるので、一層目よりやや弱くして溶接を。
初層のビード境目を狙って、上側を4、下側を6で溶かしていきます。

他の二層盛り画像
これは板厚12㎜と15㎜のすみ肉溶接になります。脚長は約9㎜。
画像を撮りすぎて削除するのももったいないので載せておきます

🎵走る南風に乗って~🎵
スラグを取って、

🎵蒼く染まる風を切って🎵
アップ

🎵心ごと駆け出していくんだ🎵
磨き。

🎵どこまでも走り抜けてく あの風のように~🎵
安定したトーチの動きはリラックスから
経験談で恐縮ですが、半自動のトーチを持ってみると、たいした重さは感じませんが、数時間に渡って溶接する場合は知らないうちに手首を捻ったり、必要以上の力で握ったまま溶接を続けてる場合があります。このまま続けると腱鞘炎の可能性がかなり高まります。
こういったリスクを軽減するためにも、このブログでは度々『溶接中はリラックスが大事ですよ』とお伝えしてきました。
腹式呼吸で体の不要な力を抜くことによって、必要最低限の力でトーチ運動を行うだけでなく、肺呼吸とは違って腹式呼吸は肩や胸の上下運動が無くなるので、精度の高いトーチ運動も可能になります。まだ試してない人は是非ともチャレンジしてみてください。
今回はこの辺で。
ではでは、より良い溶接LIFEを!
*1:原作はライトノベル。ジャンルとしてはSFミリタリーアクションとなってて、ロボット系+学園もののアニメ、といった感じで面白いですよ。